

The settlement methods for aluminum profiles used in construction generally involve weighing settlement and theoretical settlement. Weighing settlement involves weighing the aluminum profile products, including packaging materials, and calculating the payment based on the actual weight multiplied by the price per ton. The theoretical settlement is calculated by multiplying the theoretical weight of the profiles by the price per ton.
During weighing settlement, there is a difference between the actual weighed weight and the weight calculated theoretically. There are multiple reasons for this difference. This article mainly analyzes the weight differences caused by three factors: variances in the base material thickness of the aluminum profiles, differences in surface treatment layers, and variations in packaging materials. This article discusses how to control these factors to minimize deviations.
1.Weight differences caused by variations in base material thickness
There are differences between the actual thickness and the theoretical thickness of the profiles, resulting in differences between the weighed weight and the theoretical weight.
1.1 Weight calculation based on thickness variance
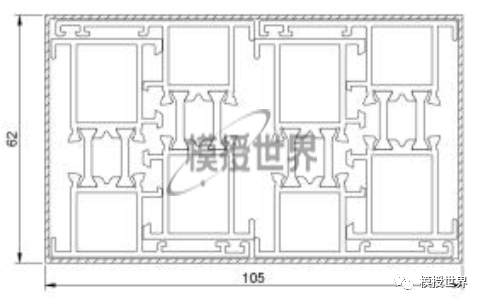
According to the Chinese standard GB/T5237.1, for profiles with an external circle not exceeding 100mm and a nominal thickness less than 3.0mm, the high-precision deviation is ±0.13mm. Taking a 1.4mm-thick window frame profile as an example, the theoretical weight per meter is 1.038kg/m. With a positive deviation of 0.13mm, the weight per meter is 1.093kg/m, a difference of 0.055kg/m. With a negative deviation of 0.13mm, the weight per meter is 0.982kg/m, a difference of 0.056kg/m. Calculating for 963 meters, there is a difference of 53kg per ton, refer to Figure 1.
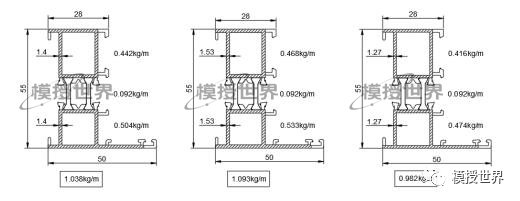
It should be noted that the illustration only considers the thickness variance of the 1.4mm nominal thickness section. If all thickness variances are taken into account, the difference between the weighed weight and the theoretical weight would be 0.13/1.4*1000=93kg. The existence of variances in the base material thickness of aluminum profiles determines the difference between the weighed weight and the theoretical weight. The closer the actual thickness is to the theoretical thickness, the closer the weighed weight is to the theoretical weight. During the production of aluminum profiles, the thickness gradually increases. In other words, the weighed weight of products produced by the same set of molds starts out lighter than the theoretical weight, then becomes the same, and later becomes heavier than the theoretical weight.
1.2 Methods to control deviations
The quality of the aluminum profile molds is the fundamental factor in controlling the weight per meter of the profiles. Firstly, it is necessary to strictly control the working belt and processing dimensions of the molds to ensure that the output thickness meets the requirements, with precision controlled within a range of 0.05mm. Secondly, the production process needs to be controlled by managing the extrusion speed properly and conducting maintenance after a certain number of mold passes, as stipulated. Additionally, the molds can undergo nitriding treatment to increase the hardness of the working belt and slow down the increase in thickness.
2.Theoretical Weight for Different Wall Thickness Requirements
The wall thickness of aluminum profiles has tolerances, and different customers have different requirements for the product’s wall thickness. Under the wall thickness tolerance requirements, the theoretical weight varies. Generally, it is required to have only a positive deviation or only a negative deviation.
2.1 Theoretical Weight for Positive Deviation
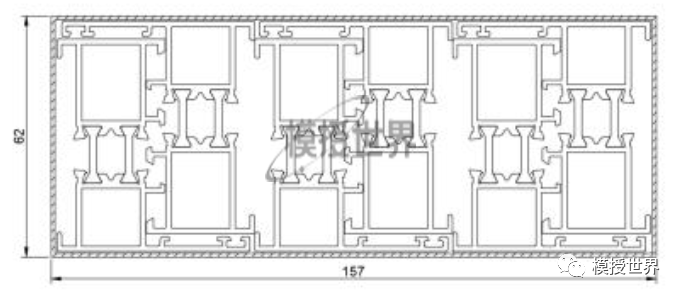
For aluminum profiles with a positive deviation in wall thickness, the base material’s critical load-bearing area requires the measured wall thickness not to be less than 1.4mm or 2.0mm. The calculation method for the theoretical weight with positive tolerance is to draw a deviation diagram with the wall thickness centered and calculate the weight per meter. For example, for a profile with a 1.4mm wall thickness and a positive tolerance of 0.26mm (negative tolerance of 0mm), the wall thickness at the centered deviation is 1.53mm. The weight per meter for this profile is 1.251kg/m. The theoretical weight for weighing purposes should be calculated based on 1.251kg/m. When the profile’s wall thickness is at -0mm, the weight per meter is 1.192kg/m, and when it is at +0.26mm, the weight per meter is 1.309kg/m, refer to Figure 2.
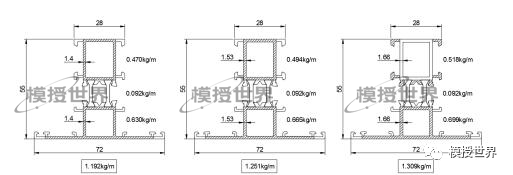
Based on a wall thickness of 1.53mm, if only the 1.4mm section is increased to the maximum deviation (Z-max deviation), the weight difference between Z-max positive deviation and the centered wall thickness is (1.309 – 1.251) * 1000 = 58kg. If all wall thicknesses are at Z-max deviation (which is highly unlikely), the weight difference would be 0.13/1.53 * 1000 = 85kg.
2.2 Theoretical Weight for Negative Deviation
For aluminum profiles, the wall thickness should not exceed the specified value, which means a negative tolerance in wall thickness. The theoretical weight in this case should be calculated as half of the negative deviation. For example, for a profile with a 1.4mm wall thickness and a negative tolerance of 0.26mm (positive tolerance of 0mm), the theoretical weight is calculated based on half of the tolerance (-0.13mm), refer to Figure 3.
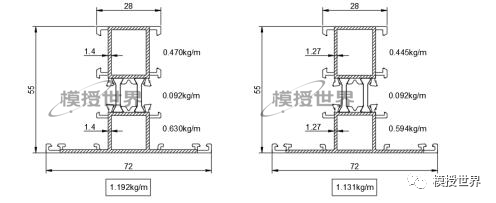
With a 1.4mm wall thickness, the weight per meter is 1.192kg/m, while with a 1.27mm wall thickness, the weight per meter is 1.131kg/m. The difference between the two is 0.061kg/m. If the product’s length is calculated as one ton (838 meters), the weight difference would be 0.061 * 838 = 51kg.
2.3 Calculation Method for Weight with Different Wall Thicknesses
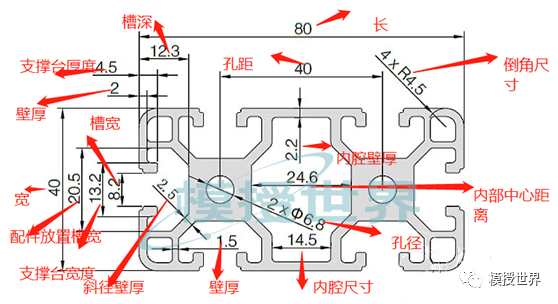
From the diagrams above, it can be seen that this article uses nominal wall thickness increments or reductions when calculating different wall thicknesses, rather than applying them to all sections. The areas filled with diagonal lines in the diagram represent a nominal wall thickness of 1.4mm, while other areas correspond to the wall thickness of functional slots and fins, which differ from the nominal wall thickness according to GB/T8478 standards. Therefore, when adjusting the wall thickness, the focus is mainly on the nominal wall thickness.
Based on the variation of the mold’s wall thickness during material removal, it is observed that all wall thicknesses of newly made molds have a negative deviation. Therefore, considering only the changes in nominal wall thickness provides a more conservative comparison between the weighing weight and the theoretical weight. The wall thickness in non-nominal areas does change and can be calculated based on the proportional wall thickness within the limit deviation range.
For example, for a window and door product with a 1.4mm nominal wall thickness, the weight per meter is 1.192kg/m. To calculate the weight per meter for a 1.53mm wall thickness, the proportional calculation method is applied: 1.192/1.4 * 1.53, resulting in a weight per meter of 1.303kg/m. Similarly, for a 1.27mm wall thickness, the weight per meter is calculated as 1.192/1.4 * 1.27, resulting in a weight per meter of 1.081kg/m. The same method can be applied to other wall thicknesses.
Based on the scenario of a 1.4mm wall thickness, when all wall thicknesses are adjusted, the weight difference between the weighing weight and the theoretical weight is approximately 7% to 9%. For example, as shown in the following diagram:
3.Weight Difference Caused by Surface Treatment Layer Thickness
Aluminum profiles used in construction are commonly treated with oxidation, electrophoresis, spray coating, fluorocarbon, and other methods. The addition of the treatment layers increases the weight of the profiles.
3.1 Weight Increase in Oxidation and Electrophoresis Profiles
After the surface treatment of oxidation and electrophoresis, a layer of oxide film and composite film (oxide film and electrophoretic paint film) is formed, with a thickness of 10μm to 25μm. The surface treatment film adds weight, but the aluminum profiles lose some weight during the pre-treatment process. The weight increase is not significant, so the change in weight after oxidation and electrophoresis treatment is generally negligible. Most aluminum manufacturers process the profiles without adding weight.
3.2 Weight Increase in Spray Coating Profiles
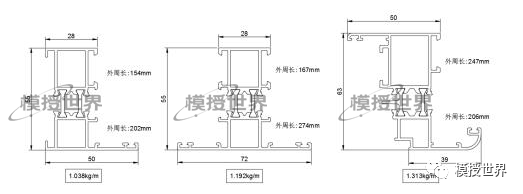
Spray-coated profiles have a layer of powder coating on the surface, with a thickness of not less than 40μm. The weight of the powder coating varies with the thickness. The national standard recommends a thickness of 60μm to 120μm. Different types of powder coatings have different weights for the same film thickness. For mass-produced products such as window frames, window mullions, and window sashes, a single film thickness is sprayed on the periphery, and the peripheral length data can be seen in Figure 4. The weight increase after spray coating of the profiles can be found in Table 1.
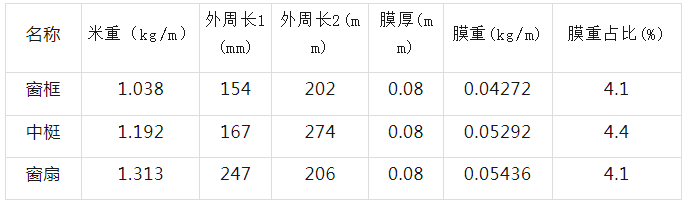
According to the data in the table, the weight increase after spray coating of doors and windows profiles accounts for about 4% to 5%. For one ton of profiles, it is approximately 40kg to 50kg.
3.3 Weight Increase in Fluorocarbon Paint Spray Coating Profiles
The average thickness of the coating on fluorocarbon paint spray-coated profiles is not less than 30μm for two coats, 40μm for three coats, and 65μm for four coats. The majority of fluorocarbon paint spray-coated products use two or three coats. Due to the different varieties of fluorocarbon paint, the density after curing also varies. Taking ordinary fluorocarbon paint as an example, the weight increase can be seen in the following Table 2.
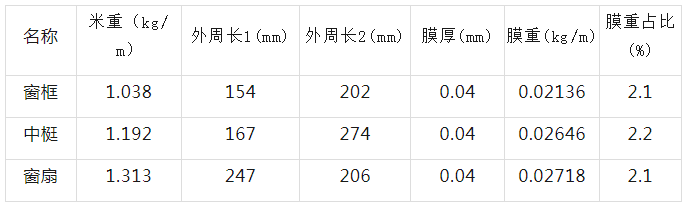
According to the data in the table, the weight increase after spray coating of doors and windows profiles with fluorocarbon paint accounts for about 2.0% to 3.0%. For one ton of profiles, it is approximately 20kg to 30kg.
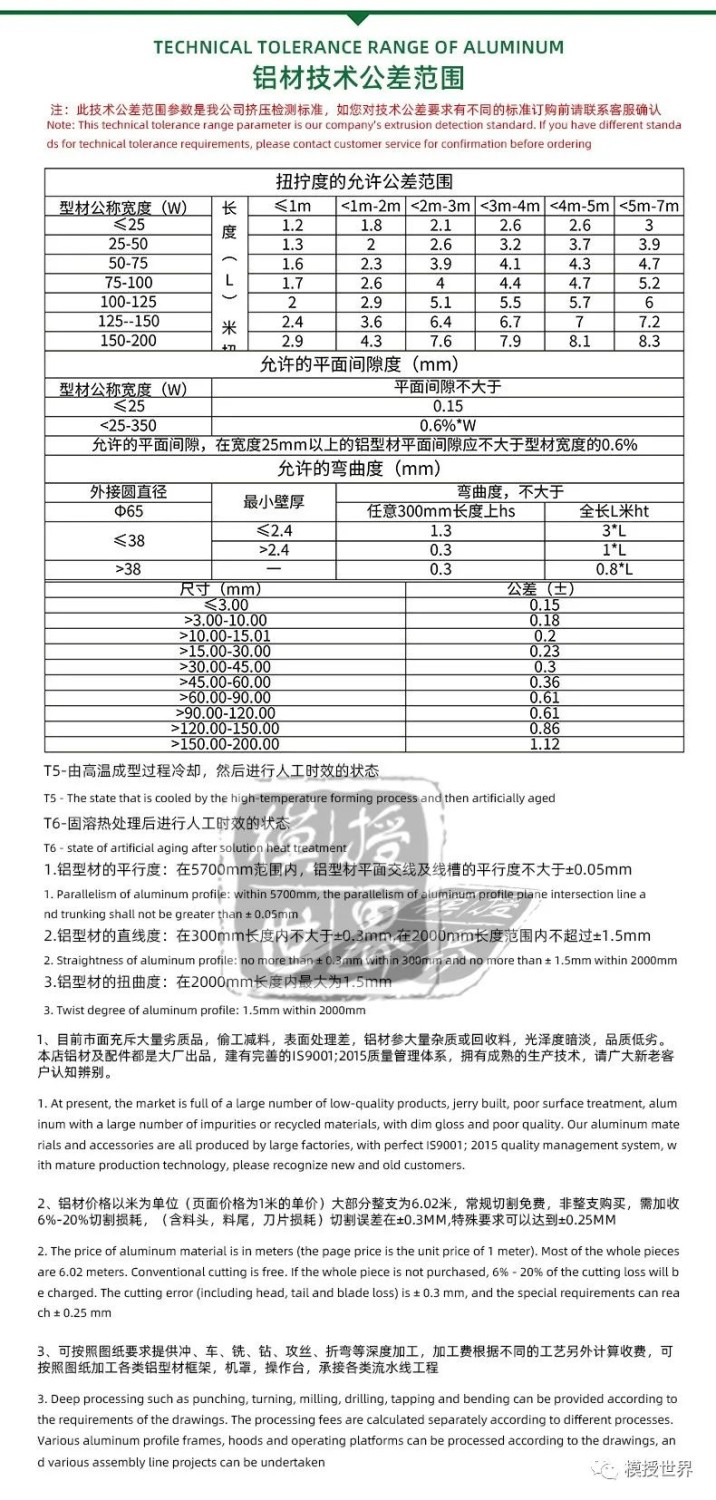
3.4 Thickness Control of Surface Treatment Layer in Powder and Fluorocarbon Paint Spray Coating Products
The control of the coating layer in powder and fluorocarbon paint spray-coated products is a key process control point in production, mainly controlling the stability and uniformity of powder or paint spray from the spray gun, ensuring the uniform thickness of the paint film. In actual production, excessive thickness of the coating layer is one of the reasons for secondary spray coating. Even though the surface is polished, the spray coating layer can still be excessively thick. Manufacturers need to strengthen the control of spray coating process and ensure the thickness of the spray coating.
4.Weight Difference Caused by Packaging Methods
Aluminum profiles are usually packaged with paper wrapping or shrink film wrapping, and the weight of the packaging materials varies depending on the packaging method.
4.1 Weight Increase in Paper Wrapping
The contract usually specifies the weight limit for paper packaging, generally not exceeding 6%. In other words, the weight of paper in one ton of profiles should not exceed 60kg.
4.2 Weight Increase in Shrink Film Wrapping
The weight increase due to shrink film packaging is generally around 4%. The weight of shrink film in one ton of profiles should not exceed 40kg.
4.3 Influence of Packaging Style on Weight
The principle of profile packaging is to protect the profiles and facilitate handling. The weight of one package of profiles should be around 15kg to 25kg. The number of profiles per package affects the weight percentage of the packaging. For example, when the window frame profiles are packaged in sets of 4 pieces with a length of 6 meters, the weight is 25kg, and the packaging paper weighs 1.5kg, accounting for 6%, refer to Figure 5. When packaged in sets of 6 pieces, the weight is 37kg, and the packaging paper weighs 2kg, accounting for 5.4%, refer to Figure 6.
From the above figures, it can be seen that the more profiles in a package, the smaller the weight percentage of the packaging materials. Under the same number of profiles per package, the higher the weight of the profiles, the smaller the weight percentage of the packaging materials. Manufacturers can control the number of profiles per package and the amount of packaging materials to meet the weight requirements specified in the contract.

Conclusion
Based on the above analysis, there is a deviation between the actual weighing weight of profiles and the theoretical weight. The deviation in wall thickness is the main reason for weight deviation. The weight of the surface treatment layer can be relatively easily controlled, and the weight of the packaging materials is controllable. A weight difference within 7% between the weighing weight and the calculated weight meets the standard requirements, and a difference within 5% is the production manufacturer’s goal.
Edited by May Jiang from MAT Aluminum
Post time: Sep-30-2023



