

In aluminum alloy heat treatment, the codes T4, T5, T6, and T7 may look similar, but their processes, properties, and applications differ significantly.
Choose the wrong one, and you will face hardness failures, deformation and cracking, wasted energy, and low efficiency. For the same batch of aluminum profiles, product quality and cost can vary dramatically.
For production, technical, and procurement professionals, understanding these four processes is the first step to maintaining quality and controlling costs.
This guide breaks down the four processes from three perspectives: process flow, performance, and application scenarios. Follow these guidelines for production planning and process selection, and you will stay on the right track.
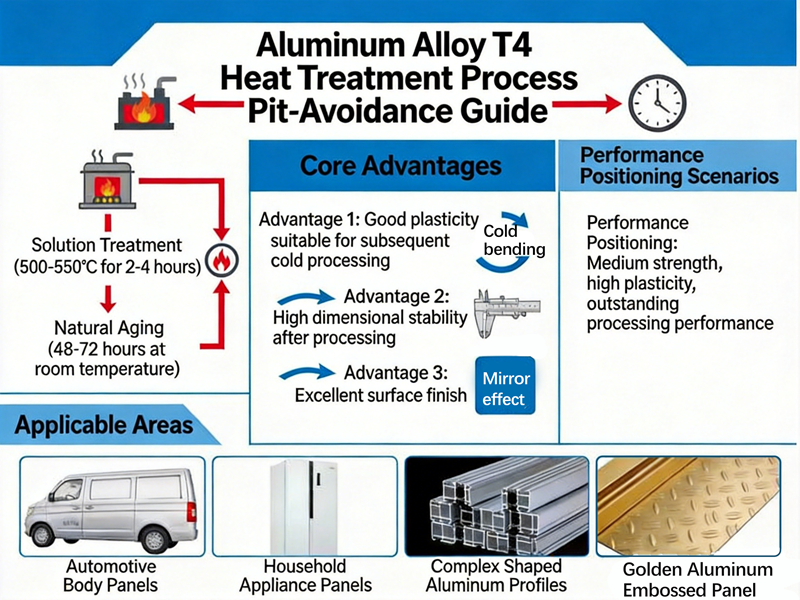
1.T4 Process: Solution Treatment + Natural Aging
Process: Heat to solution temperature → Hold → Rapid quench → Naturally age at room temperature (no additional heating required)
Properties: High plasticity, high toughness, moderate strength, no internal stress, excellent formability
Applications: Parts requiring subsequent cold working – automotive body panels, appliance housings, complex-shaped aluminum extrusions, decorative parts
In a nutshell: Best for jobs that “still need further processing” – bending, stamping, stretching without cracking.
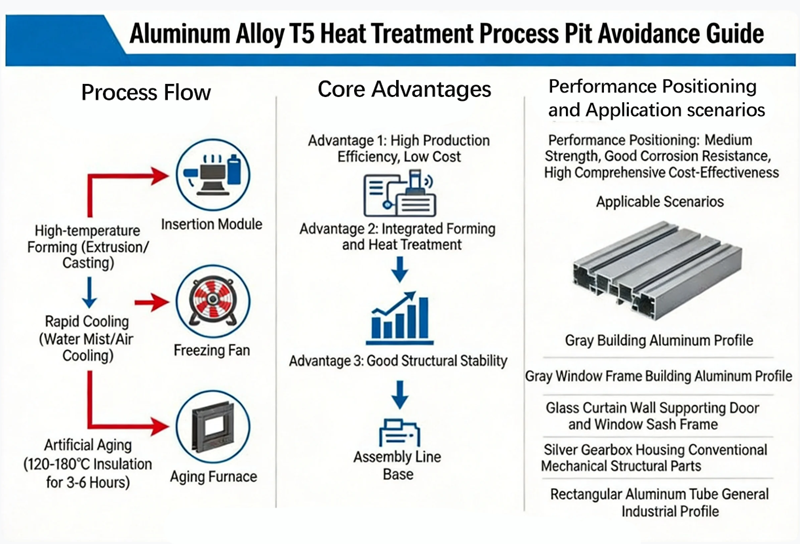
2.T5 Process: High-Temperature Forming + Rapid Cooling + Artificial Aging
Process: Skip separate solution treatment – directly use high heat from extrusion/casting → Rapid cool → Low-temperature artificial aging in aging furnace
Properties: High efficiency, excellent dimensional stability, minimal distortion, slightly lower strength than T6, low energy consumption
Applications: Architectural aluminum profiles, window and curtain wall frames, general mechanical structural parts, common industrial sections
In a nutshell: The go-to for mass production – cost-effective, dimensionally stable, ideal for “high volume, consistent, no-fuss” products.
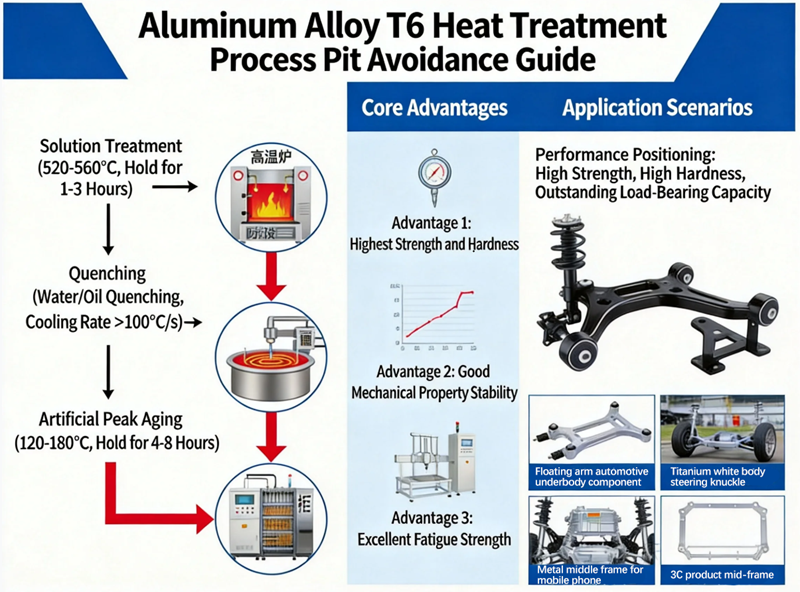
3.T6 Process: Solution Treatment + Quenching + Peak Artificial Aging
Process: Full solution heat treatment + hold → Extreme-rate quench → Precise artificial aging (to achieve peak properties)
Properties: Highest strength and hardness of the four, strongest load-bearing capacity, excellent lightweighting potential
Applications: Automotive chassis components, steering knuckles, aerospace structural parts, 3C product frames, high-end load-bearing profiles
In a nutshell: First choice for demanding high-strength applications – can replace steel in some areas. Perfect for “hard-on-hard” core components.
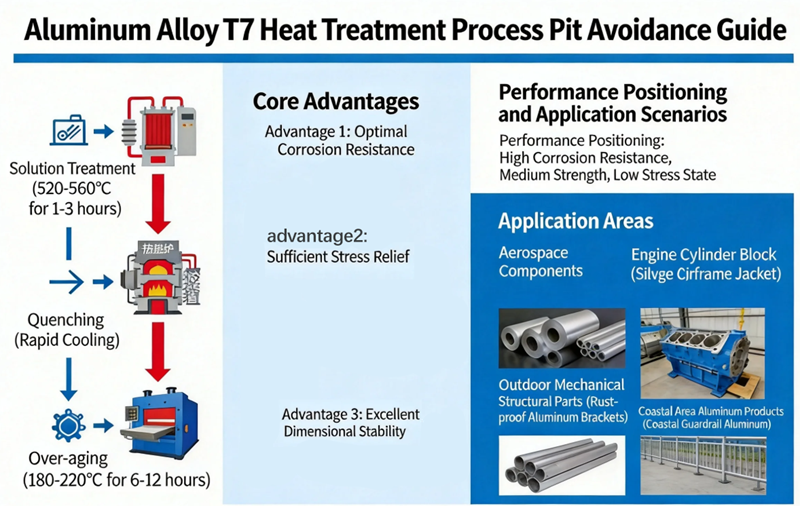
4.T7 Process: Solution Treatment + Quenching + Overaging
Process: Based on T6, extend aging time or increase temperature to achieve overaging
Properties: Slightly lower strength than T6, but significantly improved stress-corrosion resistance, excellent dimensional stability, complete elimination of residual internal stress
Applications: Aerospace components, engine blocks, outdoor mechanical structures, high-corrosion-resistance industrial profiles, aluminum products in coastal environments
In a nutshell: Sacrifice a little strength for long-term stability – ideal for harsh environments “exposed to weather year-round”.
T4 Solution + quench + natural aging Good plasticity, easy secondary Moderate strength Formed parts requiring stamping/bending
T5 High-T forming + rapid cool + artificial High-volume production, Low-medium strength Architectural profiles, general structural
T6 Solution + quench + peak aging High strength & hardness, strong Highest strength High-end structures, aerospace/auto
T7 Solution + quench + overaging Corrosion resistant, residual Sub-maximum strength Outdoor, high-corrosion-resistance
stress eliminated precision parts
Three Recommendations for Process Selection:
Strength is not everything. Choose based on the application scenario, subsequent processing needs, and cost budget. Blindly upgrading to T6 only increases costs; the wrong process can lead to batch scrap.
Match the process to the alloy grade. 6xxx series alloys typically use T5/T6; high-end 2xxx and 7xxx alloys use T6/T7. Do not force a mismatched process onto an alloy grade.
Always run a trial before full production. Test small batches for hardness, dimensions, and performance before scaling up. Never use an entire batch to test a new process.
Post time: May-02-2026



