

During aluminum alloy processing — including rolling, extrusion, machining, welding and quenching — residual stress is inevitably generated inside the material. This “invisible internal tension” can lead to part distortion, dimensional deviation, cracking, reduced fatigue life and even lower corrosion resistance if not properly relieved.
Whether for architectural window profiles, industrial machine components or high-end aerospace structural parts, stress relief treatment is a critical process for ensuring aluminum product quality. Based on common industrial practices, this article provides a comprehensive overview of mainstream stress relief methods, including their principles, advantages, drawbacks and applications. It also offers practical recommendations for four widely used aluminum alloys: 3003, 6061, 6063 and 7075.
1. First, Understand: Where Does Residual Stress in Aluminum Alloys Come From?
Residual stress essentially originates from non-uniform deformation or rapid temperature changes during aluminum processing, resulting in lattice distortion that cannot fully recover. In industrial production, the most common sources include three categories:
Uneven heating and cooling: Localized high temperatures and rapid cooling during solution quenching (commonly used for high-strength aluminum alloys) or welding lead to inconsistent thermal contraction inside the material.
Plastic deformation: External forces during extrusion, rolling and cold working cause different deformation levels between the surface and the core, leaving unreleased internal stress.
Machining operations: Turning, milling, drilling and other machining processes remove surface material and disrupt the internal stress equilibrium, generating residual stress.
Key Point: Different aluminum alloys have different compositions and strength levels, resulting in varying residual stress distributions and magnitudes. Stress relief methods must therefore be selected according to the specific alloy rather than applied blindly.
2. Mainstream Aluminum Alloy Stress Relief Methods: Principles, Advantages, Drawbacks and Applications
At present, industrial aluminum stress relief methods can generally be divided into four major categories with six core techniques. Each has clear application boundaries — there is no universal solution. Selection should be based on part geometry, dimensional tolerance requirements and alloy grade.
2.1 Mechanical Stress Relief Methods
(Room-temperature processes that do not alter metallurgical structure)
Core advantage: Performed at room temperature without reducing mechanical properties, making them suitable for high-strength parts.
Core drawback: Strongly dependent on part geometry; complex or irregular shapes are often unsuitable.
2.1.1 Stretch Straightening Stress Relief (Core Process for T351/T451/T651 Tempers)
Principle: After solution quenching, plates, extrusions or bars are subjected to controlled axial stretching (typically 1%–3% deformation) to counteract residual stress through plastic deformation. After stretching, the material is either left unstraightened or only slightly straightened.
Advantages: Stress relief efficiency is extremely high (70%–90% reduction). There is no high-temperature oxidation, no reduction in strength or hardness, and dimensional consistency is excellent. The process is highly suitable for mass industrial production.
Drawbacks: Applicable only to regular long products such as plates, profiles and bars. Complex castings, hollow structures and irregular parts are unsuitable. Excessive stretching may cause cracking.
Typical applications: Aerospace plates, EV aluminum profiles and structural components. It is one of the most widely used stress relief methods for high-strength aluminum alloys.
2.1.2 Roller Leveling Stress Relief
Principle: Thin sheets or coils are passed through multiple rollers to reconstruct surface stress distribution and relieve planar residual stress while improving flatness.
Advantages: Specifically suitable for sheets and coils, significantly improves flatness, has low equipment cost and simple operation, and is suitable for batch processing.
Drawbacks: Only effective for planar stress and ineffective for complex structures. Slight roller marks may appear on the surface, and stress relief capability is moderate (40%–60%).
Typical applications: Decorative aluminum sheets, standard sheet metal parts and post-processing leveling of thin aluminum plates.
2.1.3 Vibratory Stress Relief (VSR)
Principle: A vibration exciter drives the workpiece at its natural resonance frequency, allowing microscopic lattice movement and gradual release of residual tensile and compressive stress at room temperature.
Advantages: No heating, oxidation or metallurgical change occurs, and mechanical properties are not reduced. Energy consumption is extremely low, and processing time is short (0.5–2 hours per part). The method is especially suitable for very large structures and welded frames that cannot fit into furnaces, and entire assemblies can be treated without disassembly.
Drawbacks: Stress relief capability is limited (35%–55%) and cannot fully eliminate severe quenching stress. Thin-wall or delicate precision parts may crack under resonance. The effectiveness of the process strongly depends on operator experience and accurate resonance tuning.
Typical applications: Large welded aluminum frames, equipment bases, mold plates and engineering machinery structures, often used as an auxiliary stress relief method.
2.2 Thermal Stress Relief Methods
(The most widely used category, relieving stress through controlled heating)
Core advantage: Stable stress relief performance with compatibility for complex and irregular parts.
Core drawback: Some methods may slightly affect mechanical properties and can cause surface oxidation.
2.2.1 Low-Temperature Stress Relief Annealing
(Low-temperature artificial aging)
Principle: Parts are heated in a furnace at 100–180°C for 2–4 hours followed by slow air cooling. Atomic diffusion relaxes residual stress without causing over-aging.
Advantages: Stress relief performance is stable (50%–80%), the process is simple, and batch furnace treatment is possible. It is highly suitable for complex and precision parts. Compared with high-temperature annealing, strength reduction is minimal.
Drawbacks: Heating energy is required and processing cycles are relatively long. Excessive temperature may reduce strength or cause oxidation.
Typical applications: Precision machined aluminum parts, castings, welded structures and 6xxx extrusion components such as electronic housings and liquid cooling plates.
2.2.2 High-Temperature Stress Relief Annealing (Use with Caution)
Principle: The material is heated to 200–280°C or higher and then slowly cooled to achieve near-complete stress relief, often exceeding 90%.
Advantages: Provides the most thorough stress elimination.
Drawbacks: Causes severe over-aging in high-strength alloys such as 7075 and 2xxx series, resulting in dramatic strength reduction. Large parts may deform due to uneven heating, and surface oxidation can become severe.
Typical applications: Suitable only for pure aluminum and low-strength alloys such as 1xxx and 3xxx series. Not recommended for structural or high-strength components.
2.2.3 Natural Aging Stress Relief
Principle: Parts are stored at room temperature for days or months, allowing atomic diffusion to gradually reduce residual stress.
Advantages: No processing cost, no property degradation and no deformation risk.
Drawbacks: Extremely slow and only provides weak stress relief capability (20%–30%), making it unsuitable for mass production.
Typical applications: Small-batch precision gauges and ultra-precision aluminum parts as a supplementary stabilization process.
2.3 Cryogenic Stress Relief
(Thermal cycling process for ultra-precision components)
Principle: The material is cooled to ultra-low temperatures ranging from -70°C to -196°C, held for a period, and then slowly returned to room temperature. Differences in thermal expansion between the aluminum matrix and precipitates promote dislocation relaxation and stabilize the crystal structure.
Advantages: Stress relief performance is better than vibratory stress relief (50%–70%). Long-term dimensional stability is significantly improved, while oxidation and discoloration are avoided. The method is especially suitable for high-strength aluminum alloys and causes almost no loss of mechanical properties. It also helps reduce machining distortion.
Drawbacks: Equipment cost is high because cryogenic chambers or liquid nitrogen systems are required. Per-part processing cost is also high. Cooling and heating rates must be strictly controlled (≤3–5°C/min), since rapid temperature changes may cause cracking. Thick sections or uneven wall thickness may generate secondary micro-stress, and parts with casting defects should be treated cautiously.
Typical applications: High-end precision machined aluminum components, semiconductor chambers, stabilized 7xxx aerospace parts and optical instrument supports.
Key Point: In industrial production, a single stress relief method is often insufficient. Combination processes such as “stretching + low-temperature annealing” or “low-temperature annealing + cryogenic treatment” are commonly used to balance effectiveness and cost.
3. Recommended Stress Relief Solutions for Key Aluminum Alloys
3003, 6061, 6063 and 7075 are among the most widely used aluminum alloys in industry. Since their compositions, strength levels and applications differ significantly, stress relief methods must be precisely matched to avoid property degradation or unnecessary costs.
3.1 3003 Aluminum Alloy
(Al-Mn series, corrosion-resistant aluminum, low strength)
Core characteristics: Tensile strength is approximately 110–140 MPa. The alloy has excellent formability and corrosion resistance but cannot be strengthened by heat treatment. It is commonly used for pipes, containers and decorative parts.
Residual stress characteristics: Stress mainly comes from stamping and welding, generally with low magnitude and low distortion sensitivity.
Recommended methods and applications:
For conventional applications such as pipes and decorative panels, roller leveling for sheets and vibratory stress relief for welded parts are sufficient. These methods are low-cost and efficient without concern for strength reduction.
For precision applications such as small containers, low-temperature annealing at 120–150°C for 2 hours provides stable stress relief without affecting corrosion resistance.
Not recommended: Cryogenic treatment and high-temperature annealing are unnecessary and increase cost without practical benefit. Stretch stress relief is technically possible for 3003 plates but rarely necessary due to the alloy’s low strength and relatively low residual stress sensitivity.
3.2 6061 Aluminum Alloy
(Al-Mg-Si series, heat-treatable, medium strength)
Core characteristics: After heat treatment, tensile strength is approximately 240–310 MPa. The alloy offers an excellent balance of strength, corrosion resistance and weldability, making it a versatile industrial material used for machine parts, supports, liquid cooling plates and aerospace auxiliary structures.
Residual stress characteristics: Stress mainly originates from extrusion, machining, welding and quenching. Distortion risk is moderate, especially for precision machined components.
Recommended methods and applications:
For extrusions and plates such as supports and guide rails, stretch stress relief in the T651 temper is preferred because it provides excellent dimensional stability without sacrificing strength.
For precision machined parts and liquid cooling plates, the recommended process route is rough machining → low-temperature annealing at 150–170°C for 3 hours → finish machining.
For high-precision and long-service components such as precision tooling, low-temperature annealing combined with cryogenic cycling (-80°C to -100°C for 3 hours) significantly improves dimensional stability.
For welded structures, post-weld low-temperature stress relief at 120–160°C for 2 hours helps prevent cracking. Large welded structures may additionally use vibratory stress relief.
Not recommended: High-temperature annealing above 200°C, which may reduce strength by more than 15%.
3.3 6063 Aluminum Alloy
(Al-Mg-Si series, heat-treatable, medium-low strength)
Core characteristics: Tensile strength after heat treatment is approximately 180–240 MPa. The alloy has excellent extrudability and surface finish and is widely used for architectural profiles, decorative profiles and lightweight structural components.
Residual stress characteristics: Stress mainly originates from extrusion and aging treatment and is often concentrated near the profile surface, potentially causing bending or warping.
Recommended methods and applications:
For architectural and decorative profiles, stretch stress relief combined with T5/T6 processing is the industry-standard solution to maintain profile straightness and prevent installation deformation.
For small precision profiles such as electronic housings, low-temperature annealing at 140–160°C for 2 hours balances dimensional accuracy and surface quality.
For welded decorative components, vibratory stress relief is recommended to avoid surface discoloration caused by thermal treatment.
Not recommended: Cryogenic treatment is generally too costly and unnecessary. High-temperature annealing may reduce load-bearing capability.
3.4 7075 Aluminum Alloy
(Al-Zn-Mg-Cu series, heat-treatable, ultra-high strength)
Core characteristics: Tensile strength after heat treatment reaches approximately 500–570 MPa. This is a typical aerospace-grade aluminum alloy widely used in aircraft structures, high-end machinery and high-pressure sealing components.
Residual stress characteristics: Residual stress from solution quenching and machining is extremely high, resulting in significant risk of distortion and cracking. Stress relief process control requirements are therefore very strict.
Recommended methods and applications:
For aerospace plates and bars, stretch stress relief in the T651 or T7351 temper is preferred because it achieves 80%–90% stress reduction without sacrificing strength.
For precision machined parts and high-pressure sealing components, the recommended process route is rough machining → low-temperature annealing at 120–150°C for 4 hours → finish machining → cryogenic cycling at -100°C to -120°C for 4 hours.
For welded aerospace auxiliary structures, low-temperature stress relief at 120–140°C for 3 hours followed by vibratory stress relief helps prevent secondary stress concentration.
Not recommended: High-temperature annealing above 200°C is strictly prohibited because strength may decrease by more than 30%. Vibratory stress relief alone should never be used for primary load-bearing structures. During cryogenic treatment, heating and cooling rates must be carefully controlled to avoid cracking.
Key Point: For 7075 aerospace aluminum, stress relief must follow a “low-temperature + combined-process” strategy. High-temperature treatment should be strictly avoided.
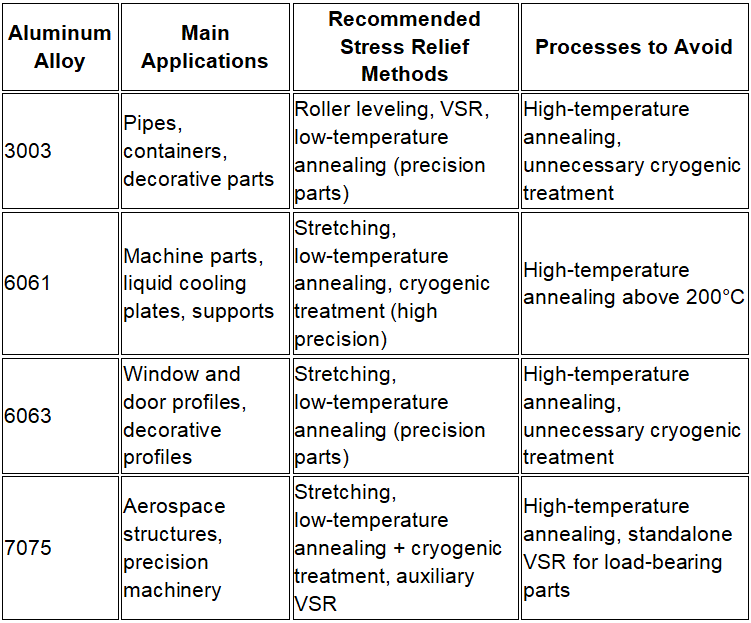
4.Quick Selection Reference Table
5. Practical Industrial Tips
5.1 Recommended stress relief priority: regular-shaped parts (stretching) → precision parts (low-temperature + cryogenic treatment) → large welded structures (VSR) → low-cost products (natural aging or roller leveling).
5.2 For high-strength alloys such as 7075 and 6061, the “stretching + low-temperature annealing” combination often provides the best balance between stress relief efficiency and strength retention.
5.3 Dimensional inspection should always be carried out after stress relief treatment to verify precision and prevent secondary deformation.
5.4 Welded parts should ideally undergo stress relief treatment within 24 hours after welding to minimize cracking risk and improve service life.
6. Conclusion
The core principle of aluminum alloy stress relief is proper matching — matching the alloy characteristics, part function and dimensional accuracy requirements. There is no universally best process, only the most suitable one.
Whether dealing with low-strength 3003 corrosion-resistant aluminum or ultra-high-strength 7075 aerospace aluminum, selecting the right stress relief method is essential for balancing product quality, manufacturing efficiency and cost control.

Post time: May-10-2026



