

I. Introduction
High-temperature aluminum melt exhibits extremely high chemical reactivity. Throughout the entire process of melting, transfer, and casting, the liquid aluminum comes into contact with air, moisture, and furnace lining refractories, continuously generating solid non-metallic inclusions such as alumina and magnesia. Simultaneously, sediment, coating debris, and refractory fragments carried by scrap materials charged into the furnace can also mix into the melt, forming exogenous hard inclusions. Classified by size, inclusions in aluminum melt can be divided into three categories: millimeter-sized large particle slag, micron-sized fine particle slag, and submicron-sized ultrafine slag. The smaller the size, the greater the removal difficulty, and the more severe the harm to the subsequent processing performance and service performance of the aluminum alloy.
The harm of inclusions to aluminum alloy products is multi-dimensional: macroscopic large particle inclusions can cause localized slag inclusion defects in ingots, leading to direct scrapping; micron-sized fine slag can disrupt matrix continuity, reducing the alloy’s plasticity, fatigue strength, and corrosion resistance, and easily inducing stress concentration cracking during stamping and forging processes; ultrafine dispersed inclusions can deteriorate the material’s surface finish, affecting the surface quality of high-end sheets and foils. Therefore, melt slag removal is one of the core objectives of the aluminum alloy refining process, together with degassing and composition homogenization, forming the three core links of melt quality control in casting.
After decades of industrial technological iteration, three mature technological paths for slag removal from aluminum alloy melt have emerged: The first is the most basic clarification slag removal, which relies on the density difference between inclusions and the aluminum melt to achieve slag-metal separation through gravity settling, and is the standard pre-treatment process for all casting production lines; the second is adsorption slag removal, which uses fluxes and inert gas bubbles as carriers to remove inclusions through surface adsorption and flotation, and is currently the mainstream primary purification process in industry; the third is filtration slag removal, which achieves deep purification through mechanical interception and physical-chemical adsorption of porous filter media, and is an essential fine slag removal method for high-end aluminum alloy products. The three types of technologies have different principles, different slag removal precision, and different costs and efficiencies. They are used in combination at different stages of the production process, working synergistically to ensure the cleanliness of the aluminum melt. This paper will analyze in detail the underlying mechanisms, influencing factors, and process characteristics of these three types of slag removal technologies.
II. Clarification Slag Removal (Gravity Settling Method): Principles and Process Characteristics
Clarification slag removal, also known as gravity settling slag removal, is the most basic and fundamental physical slag removal method. It relies on the density difference between oxide inclusions and the aluminum melt: under gravity, low-density inclusions float to the surface, while high-density inclusions sink to the bottom of the furnace, achieving automatic separation of slag and molten metal. One of the core functions of the aluminum alloy melting holding furnace is to complete the melt clarification separation. This method serves as the foundational pre-treatment step for all subsequent refining processes.
2.1 Core Mechanism of Gravity Settling and Stokes’ Law
In an ideal state, the rising or settling velocity of a solid spherical particle in a viscous fluid follows Stokes’ Law. The formula for the terminal velocity (u) of particle rising or settling is:
When the particle density is lower than the aluminum melt density, u is positive, and the particle floats to the surface; when the particle density is higher than the melt density, the particle sinks to the furnace bottom. The most prevalent inclusion in aluminum alloys, alumina (Al₂O₃), has a solid density of 3.53–4.15 g/cm³, slightly higher than that of pure liquid aluminum (~2.38 g/cm³), suggesting it should theoretically sink slowly. However, molten alumina has a density of only 2.3–2.4 g/cm³, very close to that of the aluminum melt, and most oxide films contain internal cavities and pores, further reducing their effective density. Therefore, in practice, most alumina inclusions eventually float slowly to the surface, forming dross.
2.2 Key Factors Affecting Clarification Slag Removal Efficiency
Based on Stokes’ formula, four core influencing factors can be identified that directly determine the speed and effectiveness of clarification separation:
Most Significant Effect of Particle Size: Particle radius affects settling velocity by a square relation, making it a decisive factor. Large oxide particles with a radius greater than 0.01 cm have sufficient density difference and settle/float very quickly; clarification can separate them effectively in a short time. However, for fine particle inclusions with a radius smaller than 10 μm, the settling velocity decreases squarely, making it nearly impossible for them to float/sink within a limited holding time. Simple clarification is completely ineffective for their removal.
Effect of Melt Viscosity and Temperature: The viscosity of liquid aluminum decreases as temperature increases. A decrease in viscosity directly increases the settling/floating velocity of particles. Therefore, in production, using a moderately superheated melt temperature can improve metal fluidity and shorten the clarification separation time, which is beneficial for clarification slag removal. However, excessive superheating must be avoided as it intensifies melt oxidation and hydrogen absorption, generating more new inclusions.
Effect of Density Difference: A larger density difference between the particle and the melt provides a stronger driving force for separation, resulting in faster settling. The closer the densities, the more difficult the separation. The inherently small density difference between the aluminum melt and alumina is a primary reason for the relatively low efficiency of clarification slag removal.
Non-Ideal Particle Shape Corrections: Stokes’ Law applies strictly only to rigid spherical particles. However, actual alumina inclusions in aluminum alloys are often thin flakes, dendrites, or clusters with internal pores. Their effective resistance to motion is significantly higher than that of spheres, so their actual settling velocity is much lower than theoretical calculations. Flake-like inclusions may even remain suspended in the melt for long periods and cannot be separated by clarification alone.
2.3 Process Characteristics and Industrial Positioning of Clarification Slag Removal
Advantages:
Extremely simple process, requiring no additional refining agents or filter consumables, with no operating cost beyond holding at temperature.
Simultaneously achieves melt temperature homogenization and composition homogenization.
Provides stable and effective removal of millimeter-sized and hundred-micron-sized large particle inclusions, typically separating over 80% of large floating and settling dross in a single step.
Limitations:
Very low purification precision; completely ineffective in removing micron-sized and submicron-sized fine particles, serving only as a pre-treatment.
Low separation efficiency, requiring several hours of holding time, which prolongs the production cycle and reduces furnace turnover.
Highly susceptible to disturbances from melt convection and temperature fluctuations. Natural convection within the furnace can re-suspend settled fine particles, affecting separation efficiency.
Industrial Positioning:
Clarification slag removal is the foundational slag removal method in aluminum alloy casting. It cannot serve as the sole primary purification process and is typically used in conjunction with adsorption and filtration processes. A core function of industrial holding furnaces is to achieve melt clarification, while also serving for holding, temperature adjustment, and flow stabilization purposes, providing a preliminarily purified melt for subsequent refining and casting.
III. Adsorption Slag Removal: Principles and Process Characteristics
Adsorption slag removal is the most mainstream primary purification process currently used in the aluminum alloy casting industry. It leverages the surface adsorption effect of refining agents (fluxes, gas bubbles) to entrain suspended oxide inclusions in the melt, causing them to float to the surface, from where they are removed by skimming. This method can effectively remove most micron-sized fine particle inclusions and also offers hydrogen removal capabilities, making it the core technology of the melt refining process.
3.1 Thermodynamic Basis and Surface Tension Mechanism of Adsorption Purification
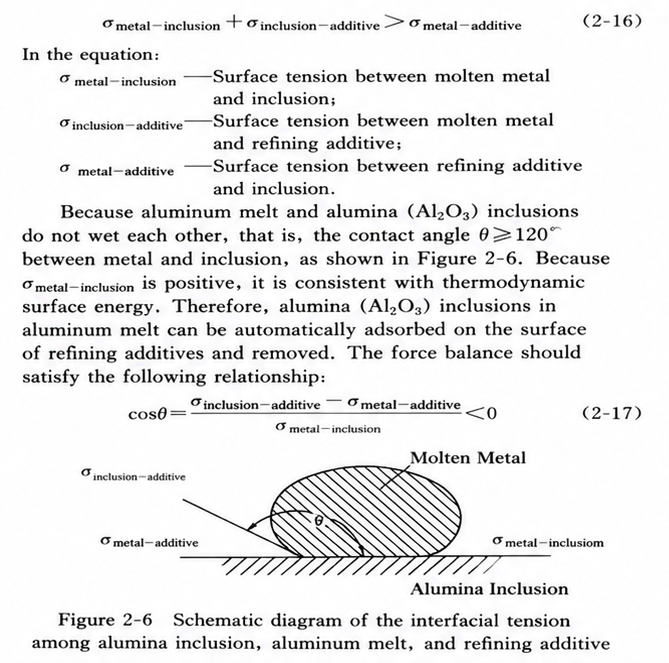
The adsorption process can occur spontaneously, following the second law of thermodynamics. Its essence is the balance relationship of interfacial surface tensions among the three phases (melt, oxide inclusion, refining agent/bubble). An inclusion will automatically adsorb onto the surface of the refining agent when the following thermodynamic condition is met:
3.2 Two Main Types of Adsorption Slag Removal Carriers
Based on the form of the refining agent, industrial adsorption slag removal is categorized into flux adsorption refining and gas adsorption refining, which are often used in combination:
Flux Adsorption Refining: Utilizes a carrier of mixed chloride and fluoride salts (e.g., NaCl-KCl-NaF system). Molten flux droplets dispersed in the aluminum melt actively adsorb Al₂O₃ and MgO inclusions. They entrain fine particles, aggregating them into larger slag clusters that float rapidly to the surface, forming a dross layer which is subsequently removed by skimming. These fluxes not only offer good adsorption capacity but also provide a protective covering effect and assist in hydrogen removal.
Gas Adsorption Refining: Uses inert gas bubbles (high-purity nitrogen or argon) as carriers. A rotary degassing unit disperses the gas into fine micron-sized bubbles uniformly throughout the melt. As these bubbles rise, their surfaces adsorb suspended oxide inclusions and carry them to the surface. The bubbles then burst, leaving the inclusions in the surface dross. Finer bubbles, with more uniform distribution, increase the collision probability with inclusions, enhancing adsorption efficiency. Simultaneously, the bubbles also strip dissolved hydrogen from the melt, achieving simultaneous degassing and slag removal.
3.3 Process Characteristics and Applicable Scope of Adsorption Slag Removal
Advantages:
Purification efficiency is significantly higher than clarification slag removal, effectively removing most fine inclusions larger than 10 μm, while also providing degassing – offering the best overall cost-performance among primary purification methods.
Mature technology, moderate equipment investment, applicable to all aluminum alloy grades and all scales of casting production lines.
Short treatment cycle; single furnace refining takes only 10–30 minutes, minimally impacting production rhythm.
Limitations:
Improper operation in flux refining can cause excess flux to be entrained into the melt, forming salt inclusions and causing secondary contamination.
Chloride-based fluxes can release corrosive fumes during volatilization, posing environmental and occupational health risks.
Gas refining has limited removal capacity for submicron-sized ultrafine inclusions, as extremely fine particles are difficult to collide with and adhere to bubbles effectively.
The refining process requires melt agitation. If skimming is incomplete, surface dross can be re-entrained into the melt, causing secondary slag inclusion.
Applicable Scenarios:
Adsorption slag removal is the primary purification process for the vast majority of commercial aluminum alloys and standard industrial profiles, sufficient for meeting the inclusion control requirements of most products. For high-end aluminum alloys, adsorption refining serves only as an intermediate purification step, followed by filtration slag removal for deep purification.
IV. Filtration Slag Removal: Principles and Process Characteristics
Neither clarification nor adsorption slag removal can completely and cleanly separate oxide inclusions from the melt. Residual micron-sized and submicron-sized fine slag continuously affects the surface quality and mechanical properties of high-end aluminum products. Filtration slag removal is a deep purification technology developed in modern times. As the melt flows through a porous filter medium, inclusions are trapped and adsorbed internally, achieving high-precision slag-metal separation. It is an essential fine slag removal method for high-end aluminum alloy products.
4.1 Two Mechanisms of Filtration Slag Removal
Based on different operating principles, filtration slag removal is classified into mechanical removal and physical-chemical removal. Both mechanisms operate simultaneously during the filtration process:
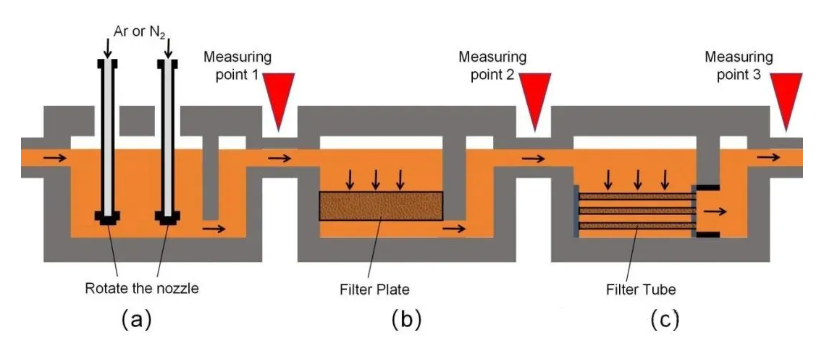
Mechanical Entrapment (Sieving Mechanism): This relies primarily on the pore structure of the filter medium for physical size exclusion: inclusions larger than the pore size are directly trapped on the medium’s surface. Smaller particles are deposited and retained on the pore walls within the medium’s tortuous internal channels through friction and fluid pressure differentials, achieving progressive purification. This mechanism is highly effective for intercepting large inclusions and is the primary mode of action for surface filtration.
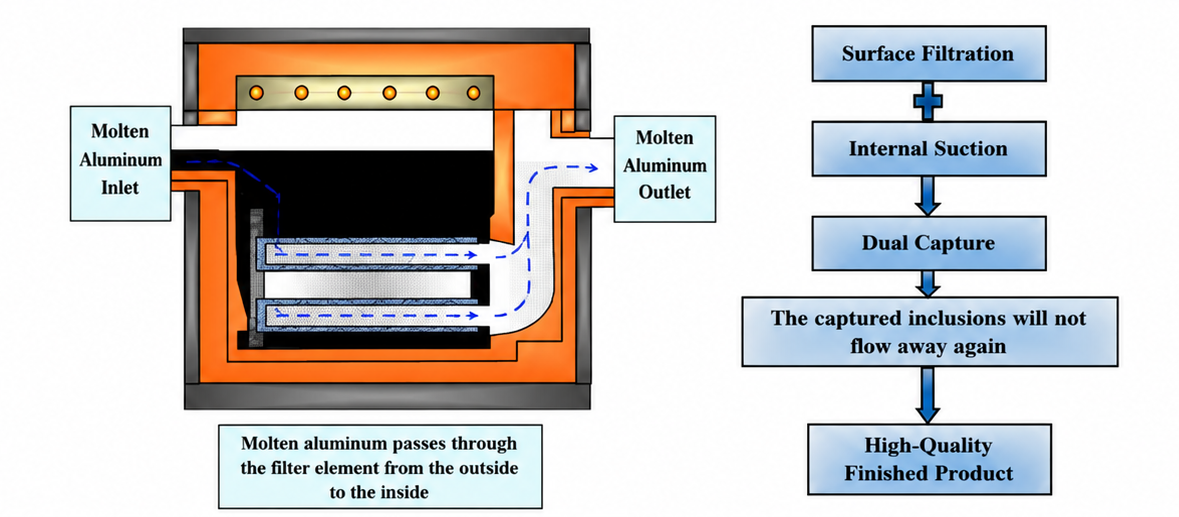
Physical-Chemical Adsorption: This relies on surface adsorption effects and van der Waals forces of the medium. As the melt flows through the tiny pores inside the medium, flow velocity changes generate impact and backflow effects. Fine inclusions deviate from the flow streamlines, collide with, and adhere to the pore walls of the medium, enabling the removal of submicron-sized ultrafine slag. Porous media like ceramic foam possess extremely high specific surface areas, providing a vast number of adsorption sites, making their purification effect on ultrafine inclusions far superior to mechanical interception alone.
4.2 Key Factors Affecting Filtration Purification Efficiency
The precision and efficiency of filtration slag removal are determined by three core parameters:
Filter Medium Pore Size: Smaller pores intercept finer particles, yielding higher filtration precision. However, excessively small pores increase melt flow resistance, reduce filtration speed, and are prone to clogging.
Filter Medium Thickness: Greater medium thickness means a longer flow path for the melt, increasing the probability of inclusion collision and adsorption on pore walls, leading to more thorough slag removal. However, increased thickness also elevates flow resistance.
Melt Filtration Flow Velocity: Lower flow velocity allows longer residence time of the melt within the medium, providing ample time for settling and adsorption, thus improving purification effectiveness. Excessively high flow velocity can wash away already trapped inclusions, reducing filtration efficiency.
In industrial production, the appropriate pore size and thickness of the filter medium must be matched to the product cleanliness requirements, and a reasonable casting speed must be set to balance filtration precision and production efficiency.
4.3 Process Characteristics and Application Scenarios of Filtration Slag Removal
Advantages:
Highest purification precision, capable of effectively removing submicron-sized ultrafine inclusions – the only process that achieves deep fine slag removal, significantly enhancing surface quality and mechanical properties of high-end aluminum products.
No secondary contamination, does not introduce flux or gaseous impurities, does not cause melt hydrogen absorption, making it environmentally friendly.
Good process stability; filtration effectiveness is largely unaffected by melt convection or temperature fluctuations, resulting in high product yield.
Limitations:
Filter media are consumables; ceramic foam filter plates need periodic replacement, leading to higher operating costs compared to clarification and adsorption processes.
Low tolerance for large particle dross; a large quantity of coarse inclusions can quickly clog the medium pores, shortening its service life. Therefore, filtration must be preceded by clarification and adsorption pre-treatments to remove coarse particles.
Demanding installation and sealing requirements. If sealing is inadequate, bypass flow can occur, allowing unfiltered melt to enter the mold directly, completely nullifying the purification effect.
Industrial Applications:
Filtration slag removal is widely used in casting lines for aerospace aluminum alloys, automotive body sheets, high-precision aluminum foil, can stock, and other high-end products. It is typically installed in the launder between the holding furnace and the casting machine, serving as the final purification checkpoint before the melt enters the mold. Common filter media include fiberglass cloth filters, porous ceramic tube filters, and ceramic foam filter plates. Ceramic foam filter plates have become the current industry mainstream due to their high precision, moderate cost, and easy installation.
V. Synergistic Combination and Industrial Application Logic of the Three Slag Removal Processes
The three slag removal technologies are not mutually exclusive alternatives but rather form a progressive, complementary, and synergistic system. Industrial production generally adopts a “three-stage purification” combination process, tailored to different levels of product quality requirements:
Stage 1: Holding Clarification Pre-treatment: After melting, the melt is transferred to the holding furnace and held statically for 30–60 minutes, relying on gravity settling to separate millimeter-sized large floating and settling dross. Surface dross is skimmed off before the melt proceeds to the next stage. This step is very low-cost and significantly reduces the load on subsequent refining and filtration, extending the service life of the filter media.
Stage 2: Adsorption Refining Primary Purification: Employs a combination of rotary gas injection refining and flux refining to remove the majority of fine inclusions larger than 10 μm, while also reducing the melt hydrogen content. This is the core step for slag removal, undertaking the main purification task. For standard commercial aluminum products, purification through this stage is sufficient to meet casting requirements.
Stage 3: Filtration Deep Fine Slag Removal: For high-end products, a ceramic foam filter plate is installed in the launder before casting to intercept residual micron-sized and submicron-sized ultrafine inclusions, achieving final melt purification and ensuring internal cleanliness of the ingot.
For standard construction profiles or low-end castings, only clarification + adsorption (two-stage) processes may be used to control production costs. For automotive body sheets, aerospace forgings, and high-precision foils, the full three-stage purification process is mandatory, with strict control over inclusion size and content.
In addition to active slag removal processes, preventive measures must also be implemented in production: ensuring proper melt cover protection to minimize new oxide formation; pre-cleaning furnace charges to prevent the introduction of sediment, coatings, or oily contaminants; and standardizing skimming and transfer operations to avoid re-entrainment of dross into the melt. Only through a combination of source reduction and three-stage slag removal can optimal control of inclusions in the aluminum melt be achieved.
VI. Conclusion
Slag removal from the aluminum melt is one of the core objectives of the melting and casting refining process. The three mainstream technologies, each based on different physical and chemical mechanisms, cover the full size spectrum of purification needs, from large particles to ultrafine inclusions:
Clarification Slag Removal is based on gravity settling and Stokes’ Law. The process is simple and low-cost but can only separate large particles, serving as a basic pre-treatment.
Adsorption Slag Removal is based on the thermodynamic criteria of three-phase surface tension. Using fluxes and inert gas bubbles as carriers, it efficiently removes fine particles while also providing degassing, making it the primary industrial purification process.
Filtration Slag Removal combines mechanical interception and physical-chemical adsorption. It offers the highest purification precision, capable of removing submicron-sized ultrafine slag, and is the core technology for deep fine removal required in high-end products.
In actual casting production management, enterprises must scientifically match the slag removal process combination based on product positioning and quality requirements, following the staged purification logic of “clarification pre-treatment – adsorption primary purification – filtration deep fine removal,” while simultaneously minimizing inclusion generation through raw material control, melt protection, and standardized operating procedures. A systematic melt slag removal process system can effectively reduce the defect rate of slag inclusions in ingots, enhance the mechanical properties and processing yield of aluminum alloy products, and serves as the core technical support for improving quality, increasing efficiency, and upgrading in aluminum alloy casting.
Post time: Jul-03-2026



