

I. Basic Principles for Developing Annealing Processes
1. Based on the structural changes during annealing, it can be divided into recovery annealing and recrystallization annealing.
2. Recovery annealing is generally used as a final treatment for semi-finished products or finished goods to relieve stress or achieve a good combination of strength and plasticity, and is mostly applied to non-heat-treatable alloys.
3. Recrystallization annealing can be further divided into full annealing, partial annealing, and texture annealing.
4. Full recrystallization annealing is the most widely used. It can serve as preparatory annealing for billets before cold deformation after hot working, as intermediate annealing during cold deformation, and as final annealing to obtain soft products.
5. Partial recrystallization annealing is generally used as final annealing to obtain various semi-hard tempers between the extra hard (H19) and O temper, and is mainly applicable to non-heat-treatable alloys.
6. Texture annealing aims to obtain a favorable recrystallization texture.
7. In production, annealing is often divided into high-temperature annealing and low-temperature annealing.
8. High-temperature annealing aims to fully soften the material, while low-temperature annealing is intended to relieve stress or achieve semi-hard properties in various products. This classification only has implications for temperature and properties and does not explain the essence of the structural changes during annealing. For some alloys, substantial softening can occur already in the recovery stage, so high-temperature annealing may still fall within the recovery stage. For other alloys, only partial recrystallization can achieve the semi-hard state; therefore, low-temperature annealing for this purpose also falls within the category of recrystallization annealing.
9. The main parameters of the annealing process are temperature and time. In some cases, heating rate and cooling rate are also very important.
10. The quality of annealed materials is generally assessed by mechanical properties. Therefore, the heating temperature can be selected based on the relationship between mechanical properties and temperature (isochronal annealing curves).
11. For some materials that require deep drawing or bending during the manufacturing of finished products, grain size becomes particularly important. Although coarse grains may not significantly affect mechanical properties within a certain range, they can cause a rough, orange-peel surface appearance during forming operations like stamping or bending, affecting surface quality. Thus, grain size becomes an important criterion for annealing quality.
12. Under industrial batch annealing conditions, the holding time is typically 1 to 2 hours. The influence of holding time on product properties is less significant than that of annealing temperature. Therefore, when selecting an annealing schedule, the annealing temperature is primarily chosen based on the 1-hour isothermal annealing curve, and then the holding time is appropriately adjusted according to specific conditions (furnace type, charge quantity, stacking method, etc.).
13. Rapid heating can refine recrystallized grains. Therefore, for alloys prone to grain coarsening during annealing (e.g., 3A21), rapid heating is preferred.
14. For pure metals and single-phase alloys, the cooling rate after annealing has no significant effect on properties, so the cooling method may not be considered.
15. For alloys capable of quench and age hardening, the cooling rate after high-temperature annealing should be controlled. The overall requirement is to allow the strengthening phases dissolved in the matrix to precipitate in equilibrium during cooling, preventing the quench effect and achieving full softening.
II. Annealing
1. High-temperature annealing is typically full recrystallization annealing. In the production of semi-finished products, preparatory annealing (billet annealing) and intermediate annealing are less strictly controlled than final annealing. Billet annealing is intended to eliminate partial work hardening and the quench effect after hot working.
2. Low-temperature annealing is mainly used for pure aluminum and non-heat-treatable aluminum alloys to stabilize properties, relieve stress, and obtain semi-hard products.
3. Low-temperature annealing of the 1xxx series and 5xxx series alloys mainly falls under recovery annealing, while for 3xxx series alloys, partial recrystallization may already occur during low-temperature annealing.
4. In summary, after low-temperature annealing, the alloy maintains high strength while possessing certain plasticity, facilitating subsequent forming operations such as bending and hemming.
5. There are many types of semi-finished aluminum and aluminum alloy products, and their production processes vary. The annealing schedules for different semi-finished products of the same alloy may differ.
6. To increase productivity and obtain high-quality annealed products, rapid annealing processes are increasingly being adopted. Rapid annealing is suitable not only for aluminum alloys but also for other alloys. Its characteristics are fast heating rate, short holding time at high temperature, and rapid cooling after holding. To meet these process conditions, first, the charge must be small (generally single or several sheets for plate/strip, single or several bars for tube/rod, single or several wires for wire). The furnace temperature should be significantly higher than the temperature the metal needs to reach during annealing (e.g., for aluminum alloy annealing, the metal temperature needs to be around 400°C, and the furnace temperature can be 600-700°C). Only then can the metal quickly reach the required temperature and rapidly complete the recrystallization process at high temperature.
7. Due to the fast heating rate, higher annealing temperature, and very short holding time at high temperature, the grains are fine and no quench effect occurs.
8. Because of the small charge and uniform heating, non-uniformity in properties is largely avoided. This process is typically implemented using continuous annealing lines, or methods such as contact electric heating and induction heating.
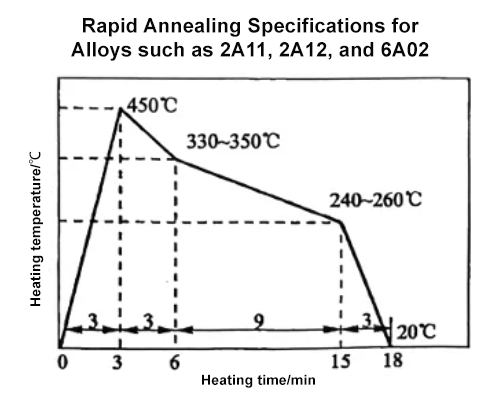
9. Rapid annealing schedules for alloys such as 2A11, 2A12, and 6A02 are shown in Figure 1. The entire annealing process can be divided into four stages, with a total annealing time within 20-30 minutes. A rapid annealing furnace (continuous line) designed according to this process can have an hourly production capacity of up to 4 tons, whereas a conventional annealing furnace can only produce 150 kg per hour, representing an increase in production efficiency of more than 25 times.
Post time: Apr-04-2026



